「包装商品化で考えなくてはいけないこと」

日本乳容器・機器協会第7回オープンセミナーは11月30日(水)に東京コンファレンスセンターにおいて開催され100名を超える参加者がありました。上田会長理事のご挨拶の後、厚生労働省 生活衛生・食品安全部道野監視安全課長からご挨拶を頂きました。道野課長は最近の食品安全衛生のトピックに続いて、当協会会員の関心事でもある食品業界へのHACCPの導入に関連して「食品衛生管理の国際標準化に関する検討会中間とりまとめ」について貴重な情報提供を頂きました。本稿では最初の講演者である佐々木敬卓 HIRO・包装設計研究所所長 東京聖栄大学健康栄養学部食品学科特任教授の「包装商品化で考えなくてはいけないこと」の講演抄録を掲載致します。なお本稿は当日の録音をもとに事務局が書き起こしたものであり、文責は事務局にあることをお断りしておきます。(TF)
初めに
「包装商品化で考えなくてはいけないこと」を1時間で講演するのはかなり挑戦的な課題です。例えば6時間あったとしても十分ではないように感じております。今日は包装商品化で考えなくてはいけないこととして以下(今日の話題)の4点を取り上げてご説明を進めていこうと考えておりますが、ある部分で「新幹線のような速度で」講演させて頂くことになってしまうかも知れません。ご容赦頂きたいと思います。
Ⅰ 基本的な必要要件
Ⅰ-1 儲けに繋げる力
包装商品化でまず必要なことは今日のテーマにもなっている「安全、衛生、安心」ということにつきると思われますが、これを達成するための基本は「いつも考えること」ではないかと私は思っています。つまり突然考え出してもよい包装商品化はできませんよということです。これに加えて包装商品化も当然企業の儲けに繋げる力が要求されます。これらの基本的な必要要件としては以下(Ⅰ-1)の7項目にまとめることが出来ると考えます。ここ約20年間、日本の企業はコストダウン化が最重要業務であると考え推進されて来ましたが、私はこれが正しい方向性であったかというと疑問があります。やはり市場に新技術や新商品をお届することで企業が収益を向上させるということが最も必要なのではないでしょうか。そのためには消費者の五感に対応することができる新技術・新商品の開発に毎日自ら苦労して取組み安全・衛生・安心と企業の儲けを考えると、数値だけに目を奪われることがないようにしなくてはいけないと思うわけです。また私見ですが「リスクをとる」ことが求められる開発のトップと「リスクを最小限にする」ことが求められる品質のトップは同一の方ではないほうがよいと思います。また新技術・新商品の開発が円滑に進むように企業風土を整えることは経営層の力量ですが、経営層に向けてどのような提案ができるかというのが実務に取り組んでいる方々の大切仕事でもあるということになります。
Ⅰ-2 特に必要な7要件
まず(Ⅰ-2)の7要件は、①安全・衛生・安心です。これは包装商品化の上でまず考えなくてはならないことです。②資源の少ない国、日本において包装と内容物(製品)の両面における原材料から物流を経て消費者の手に届くまでの省資源化や、③環境への影響も十分に考慮されなくてはなりません。一方でとても重要な要件として④ユニバーサルデザインに代表される使いやすさ・分かりやすさ・食べ易さ・おいしさなどが挙げられます。この部分に対する充分な検討は企業の収益にも繋がるものと言えます。⑤生産性やコストの観点も欠くことのできない要件であり、消費者にとって重要な⑥感覚や官能(五感)も忘れてはならないものです。関連する⑦法律や規格そして約束によって規定されたことも遵守しなくてはいけません。企業はこれら7つのすべての項目について科学的に検討・評価しそれを発信する必要があると思います。
Ⅱ 包装商品をねらうもの
Ⅱ-1 ねらっている14の目

こちらに私たちの包装商品をねらう14の目(Ⅱ-A)を挙げてみました。
極端な言い方になりますが購入した消費者の命を奪うような事故、そしてそのことによって会社の法人としての命すら奪うというリスクの因子がこちらに列挙されています。01―07の赤枠の部分については後程もう少し詳しくご説明したいと思いますが、課題の発生はこれら14の項目が単独で進行するケースはあまりなく、複合的な組み合わせによる場合が殆どです。特に14番目の人・人間は殆どの課題に関わっていると言えます。8番目の内容物から14番目の人・人間までを含めて包装商品の製造・流通・販売プロセスを通してリスク因子となりえることはご理解頂けると思います。
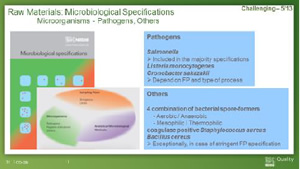
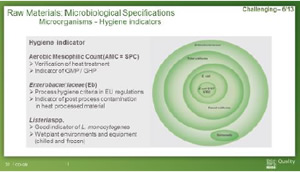
Ⅱ-2 微生物について
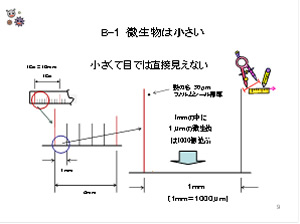
まず微生物の小ささを(B-1)で確認して頂きたいと思います。
微生物にも色々な大きさがありますが、通常包装設計する場合は1μmを目安にしています。つまり小さいためこの図のなかでは表現出来ない大きさということになります。ちなみに図の中の黒点の30μmは、日本人の髪の毛の平均的な直径を示しています。そしてこの小ささが容器包装にとって厄介な問題であるということです。
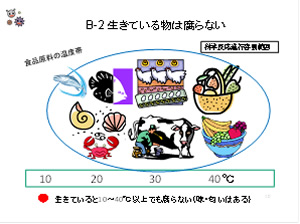
食品原料の存在する温度帯(B-2)は10℃から50℃ですが、この温度帯は科学反応が容易に進行し、微生物も活動しやすい温度帯にもなる訳です。言い換えれば食品原料が生きている(栽培・飼育など)時はこの温度帯ではまったく劣化(腐敗など)しませんが、加工処理が開始する瞬間から科学反応(劣化)の進行は容易となり微生物の活動も活発になるということです。近年のガス制御包装のなかで真空包装を利用すれば微生物の問題は起きないという誤解をしている方がまだいらっしゃいますが、包装設計での微生物の3種の分類の内、酸素の存在が不可欠である偏性好気性菌にしかあてはまらないのです。
Ⅱ―3 異物について

異物の混入を防ぐことも包装設計の上で重要です。
この(C-1)に示したのは全て異物ですが、特に髪の毛は異物ということだけではではなく、微生物の観点からもリスクの高いものです。最近ではペットの愛好家も増えておりますので人間だけではなくペットの毛も異物混入防止の上で充分に配慮する必要があります。
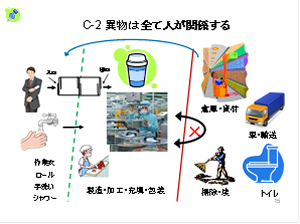
(C-2)は工場見学を例にとって異物混入のリスクを示したものですが、例えば製造現場に入場する前に作業衣はエアーシャワーなどで充分な異物対策をとったとしても、製造現場と遮断されている資材や製品倉庫に直接ショートカットしてご案内してしまえば結局リスクの高さは入場前の異物対策をとらない時と同じになってしまいます。さらに私は製造現場で働く方々にはロッカーは3つ必要だとよく申し上げます。つまり1)私服用、2)製造、加工、充填、包装現場作業衣用、3つめ3)は、その企業内の2)以外で着る作業衣用ロッカーです。トイレに行くときは、3)の作業衣を使う必要があると言う事にも繋がります。
Ⅱ-4 温度について
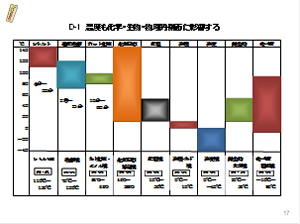
温度制御も非常に大切です。(D-1)は温度帯を縦軸にとって製品や容器包装の化学・生物・物理的側面の影響をまとめたものです。つまり微生物を制御することを目的とした110℃から150℃のレトルト域から0℃から―40℃の冷凍域までの幅広いプロセス別及び製品別の温度帯を管理制御し、かつ微生物が活動しやすい先程説明の(B-2)10℃から50℃の温度帯や、製品毎によって異なる食べ頃の温度域も充分考慮して、温度管理を行っていかなくてはならないわけです。
 |
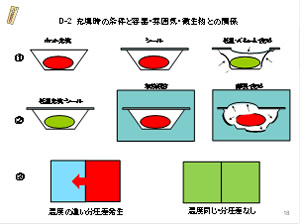 |
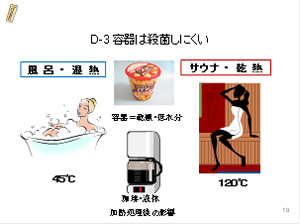
一方(D-2)のように充填方法・温度とその後の工程による温度の変化の関係で容器の減圧変形や膨張のリスクがあります。また製造現場と隣接した部屋の出入り口の解放によって両部屋の温度・湿度差によっていわゆる分圧差が発生するリスクもあります。この分圧差によって起こる化学・生物・物理的な影響をどのように回避するかも重要です。また(D-3)のように食品(内容物)自体は水分の多い状態で製造・加工を経由する場合が多いので加熱処理が比較的容易です。しかし容器は成形された後に殺菌することは、水分が少ない、熱伝導率が低い、変形など困難な点が多いので包装材料が容器になる前の原料管理と特に容器となった時点(成型・製膜など)以降にどのような方法(製造環境の高度化など)で劣化防止に対応するかが重要になってきます。
Ⅱ-5 水分について
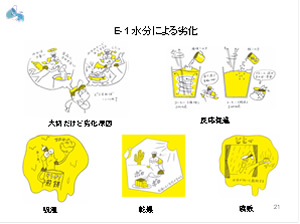
水分による劣化も当然考慮しなくてはなりません。製品にとって水分は食べ物の溶ける順番等五感の関係で重要なものですが(E-1)のように吸湿によって軟化や微生物が増殖するなど製品の劣化原因になります。一般的に製品内の水分含有率が3%以下であれば微生物の増殖を抑制することが可能と言われていますが、全ての食品を一律低水分化という訳にはいかないのが五感を満足させる様々な食品といえます。また消費・賞味期限までその水分値を維持・確保するのは大切な包装技術でもあります。
Ⅱ-6 ガス制御による劣化の抑制
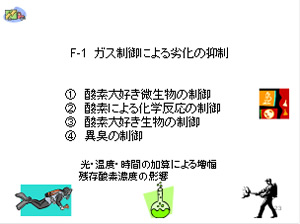
先程申し上げたようにガス制御による劣化の抑制は(F-1)に示した4項目に関してのみ限定的に有効で万能ではありません。それ以外の劣化の抑制においては原材料、包装材料、温度等の管理が必要になってきます。
Ⅱ-7 光もねらっている
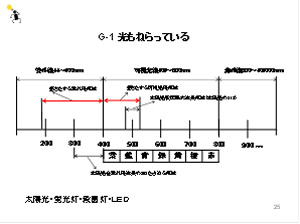
食品の劣化に影響を及ぼす光は(G-1)のように波長が200nm(ナノメートル)弱から400nm未満の紫外線と400nmから500nmの可視光線とされていますが、食品によって異なりますので確認が必要です。またLED照明と製品の劣化の関係については未だ明らかにされておらず現在進行中の研究も含めて今後の解明が待たれています。
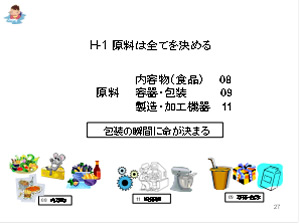
Ⅱ-8 原料は全てを決める
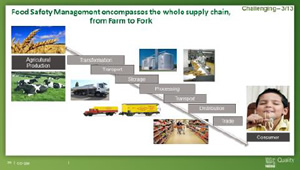
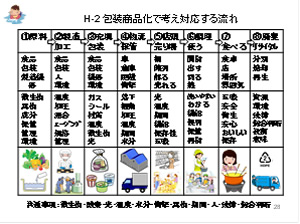
「原料がすべてを決める」というのが私の持論です。原料とは食品の原料だけではなく(H-1)のように容器・包装やこれらに関する製造・加工機器を含んだ概念です。包装商品化においては(H-2)のように原料から廃棄リサイクルまでの全てのプロセスが無論重要ですが、出発点である原料に問題があればすべてのプロセスに影響を与えてしまいます。
 |
 |
Ⅲ どうしても「あまく」なるもの
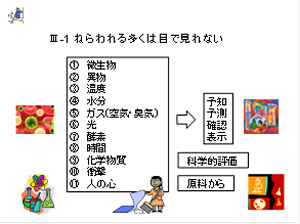
包装商品の劣化は(Ⅲ-1)のように目で見て判断でできるものが少なく「予知、予測、確認、表示」による科学的評価が重要であり原料からの視点も忘れてはいけません。
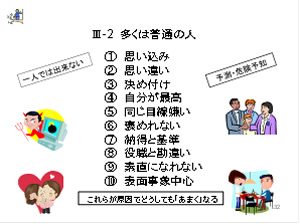
このためには大切なのは関わっている人たちの心が大切になってきます。関わっている多く方々は「普通のひと」であり、色々な勘違いや間違いで判断が「あまく」なりがちだということを意識しなくてはなりません。(Ⅲ-2)大切なのは包装商品化の基盤や土台となる決めごとや約束を守ることや総合(経営)品質の維持・改善等に継続的に取組んで、見える数字だけを優先させないことです。(Ⅲ-3)
 |
 |
Ⅳ 今後注目されることがら
包装商品について今後注目されることを16項目(Ⅳ-1)列挙してみましたのでご参照頂きたいと思います。最後に私はやはり人に注目すべきと思います。(Ⅳ-2)そのための人材育成はお金がかかり即効性がありませんが経営陣に前向きに判断をして頂ければ、じわじわと効いて会社の総合力が向上するものと思います。
 |
 |
最後に

食品と包装は対であり、包装なくして食品は基本的にありえません。包装の重要性を社会的により認識頂いて包装人の社会的地位を向上させるためには、包装に関わっている方々からの情報発信が益々重要になってくると考えております。本日はご清聴ありがとうございました。
 |
佐々木 敬卓 SASAKI HIROTAKA
HIRO・包装設計研究所所長、 東京聖栄大学 健康栄養学部 食品学科 特任教授(食品包装) |